- Jobs
 ResumeCreate your job-winning resume using our free resume builder.
ResumeCreate your job-winning resume using our free resume builder. PortfolioShowcase your skills and projects with a professional portfolio.ResumeCreate your job-winning resume using our free resume builder.Resume BuilderMake a resume for free.Resume TemplatesAccess our extensive library of professional & ready-to-use templates.Resume ExamplesGet inspired by real resume examples to create your own.Occupation GuideAccess resume writing guides tailored for different professions.Resume HelpGet expert advice on all things resume from our team of recruitment specialists.
PortfolioShowcase your skills and projects with a professional portfolio.ResumeCreate your job-winning resume using our free resume builder.Resume BuilderMake a resume for free.Resume TemplatesAccess our extensive library of professional & ready-to-use templates.Resume ExamplesGet inspired by real resume examples to create your own.Occupation GuideAccess resume writing guides tailored for different professions.Resume HelpGet expert advice on all things resume from our team of recruitment specialists.- ResourcesSuccess StoriesBusiness ExcellenceAbout CakeResumeFeatured Reads
- Hire
- Download our App


高效芯線定位

高效芯線定位
本實用新型公開了一種高效芯線定位模具,涉及模具結構技術領域,包括上模座和下模座,上模座設於下模座上方,上模座包括上範本和上範本定位座,上範本定位座中部設有上範本定位槽,上範本底部設有上芯線定位槽和膠料成型槽。下模座包括升降組件、下範本和下範本定位座,下範本定位座中部設有下範本定位槽,下範本頂部設有下芯線定位槽,其中一組下芯線定位槽的位置與上芯線定位槽的位置相對應,且下芯線定位槽與上芯線定位槽相匹配,另一組下芯線定位槽的位置與膠料成型槽的位置相對應。本實用新型將芯線進行預定位,防止芯線從下芯線定位槽內跳出,提高了產品成型品質,提高了成品率,提高了工作效率。
1.一種高效芯線定位模具,其特徵在於,包括上模座和下模座,所述上模座設於所述下模座上方,所述上模座底部與所述下模座頂部緊靠;所述上模座包括上範本和上範本定位座,所述上範本定位座中部設有上範本定位槽,所述上範本與所述上範本定位槽相匹配,所述上範本固定於所述上範本定位槽內,所述上範本底部設有上芯線定位槽和膠料成型槽;
所述下模座包括升降組件、下範本和下範本定位座,所述升降組件、下範本和下範本定位座從下至上依次設置、連接,所述下範本定位座中部設有下範本定位槽,所述下範本與所述下範本定位槽相匹配,所述下範本固定於所述下範本定位槽內,所述下範本頂部設有下芯線定位槽,其中一組所述下芯線定位槽的位置與所述上芯線定位槽的位置相對應,且下芯線定位槽與所述上芯線定位槽相匹配,另一組所述下芯線定位槽的位置與膠料成型槽的位置相對應。
2.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述升降組件包括升降板、升降杆、旋轉軸和定位臺,所述升降板、升降杆、旋轉軸和定位臺從下至上依次設置、連接,所述升降杆中部設有軸孔,所述旋轉軸一端插接於所述軸孔內,另一端伸出於所述升降杆,所述定位臺固設於所述升降杆頂部。
3.根據權利要求2所述的一種高效芯線定位模具,其特徵在於,所述下範本中部設有定位孔,所述定位孔貫穿於所述下範本,所述定位臺與所述定位孔相匹配,所述定位臺安裝於所述定位孔內。
4.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述下模座還包括底座,所述升降板設於所述底座內,所述下範本定位座與所述底座連接。
5.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述上模座還包括頂板、定位環和定位柱,所述頂板、定位環和定位柱從下至上依次設置,所述頂板與所述上範本定位座連接,所述定位環與所述頂板連接,所述頂板中部設有貫穿的頂孔,所述定位柱依次穿過定位環和頂板,並與所述上範本定位座連接。
6.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述上芯線定位槽的數量為兩個,所述膠料成型槽的數量為兩個。
7.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述下芯線定位槽的數量為四個,所述下芯線定位槽為兩組,每組的數量為兩個。
8.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述上芯線定位槽之間以及下芯線定位槽之間均設有弧形凹槽。
9.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述下範本定位槽的端角處設有弧形倒角槽。
10.根據權利要求1所述的一種高效芯線定位模具,其特徵在於,所述下範本定位座的端角處設有臺階槽。
一種高效芯線定位模具
技術領域
本實用新型涉及模具結構技術領域,具體是一種高效芯線定位模具。
背景技術
模具,工業生產上用以注塑、吹塑、擠出、壓鑄或鍛壓成型、冶煉、衝壓等方法得到所需產品的各種模子和工具。簡而言之,模具是用來製作成型物品的工具,這種工具由各種零件構成,不同的模具由不同的零件構成。它主要通過所成型材料物理狀態的改變來實現物品外形的加工。目前產品在成型時,需要將芯線與產品穩定注塑連接,但是在傳統的模具上,芯線較為柔軟細小,因內部芯線是軟的,如直接放置到模具上時,無法保證固定在型腔的中心,容易從下模的芯線槽內跳出,導致產品成型時品質較低,容易出現瑕疵產品,影響工作效率。
實用新型內容
本實用新型的目的在於提供一種高效芯線定位模具,具有將芯線進行預定位、防止芯線從下芯線定位槽內跳出、提高了產品成型品質、提高了成品率、提高了工作效率的有益效果,以解決上述背景技術中提出的問題。
為實現上述目的,本實用新型提供如下技術方案:
一種高效芯線定位模具,包括上模座和下模座,上模座設於下模座上方,上模座底部與下模座頂部緊靠;上模座包括上範本和上範本定位座,上範本定位座中部設有上範本定位槽,上範本與上範本定位槽相匹配,上範本固定於上範本定位槽內,上範本底部設有上芯線定位槽和膠料成型槽。
下模座包括升降組件、下範本和下範本定位座,升降組件、下範本和下範本定位座從下至上依次設置、連接,下範本定位座中部設有下範本定位槽,下範本與下範本定位槽相匹配,下範本固定於下範本定位槽內,下範本頂部設有下芯線定位槽,其中一組下芯線定位槽的位置與上芯線定位槽的位置相對應,且下芯線定位槽與上芯線定位槽相匹配,另一組下芯線定位槽的位置與膠料成型槽的位置相對應。
作為本實用新型再進一步的方案:升降組件包括升降板、升降杆、旋轉軸和定位臺,升降板、升降杆、旋轉軸和定位臺從下至上依次設置、連接,升降杆中部設有軸孔,旋轉軸一端插接於軸孔內,另一端伸出於升降杆,定位臺固設於升降杆頂部。
作為本實用新型再進一步的方案:下範本中部設有定位孔,定位孔貫穿於下範本,定位臺與定位孔相匹配,定位臺安裝於定位孔內。
作為本實用新型再進一步的方案:下模座還包括底座,升降板設於底座內,下範本定位座與底座連接。
作為本實用新型再進一步的方案:上模座還包括頂板、定位環和定位柱,頂板、定位環和定位柱從下至上依次設置,頂板與上範本定位座連接,定位環與頂板連接,頂板中部設有貫穿的頂孔,定位柱依次穿過定位環和頂板,並與上範本定位座連接。
作為本實用新型再進一步的方案:上芯線定位槽的數量為兩個,膠料成型槽的數量為兩個。
作為本實用新型再進一步的方案:下芯線定位槽的數量為四個,下芯線定位槽為兩組,每組的數量為兩個。
作為本實用新型再進一步的方案:上芯線定位槽之間以及下芯線定位槽之間均設有弧形凹槽。
作為本實用新型再進一步的方案:下範本定位槽的端角處設有弧形倒角槽。
作為本實用新型再進一步的方案:下範本定位座的端角處設有臺階槽。
與現有技術相比,本實用新型的有益效果是:
本實用新型在工作時,將上模座與下模座壓合,矽膠料成型於其中一組下芯線定位槽,並形成矽膠下殼,然後將上模座與下模座分離,再通過升降組件將下範本頂起,使下範本完全伸出於下範本定位槽,然後將下範本通過旋轉軸旋轉180°,然後將升降組件恢復原狀,並使下範本重新回到下範本定位槽內,再把芯線放到矽膠下殼上,以將芯線進行預定位,防止芯線從下芯線定位槽內跳出,並將矽膠上殼放在芯線上,然後將上模座與下模座壓合,此時其中一組下芯線定位槽內的矽膠下殼與矽膠上殼壓緊,同時另一組下芯線定位槽內形成矽膠下殼,矽膠下殼與矽膠上殼之間的芯線壓緊後形成芯線成品,再將上模座與下模座分離,然後取出芯線成品。本實用新型將芯線進行預定位,防止芯線從下芯線定位槽內跳出,提高了產品成型品質,提高了成品率,提高了工作效率。
附圖說明
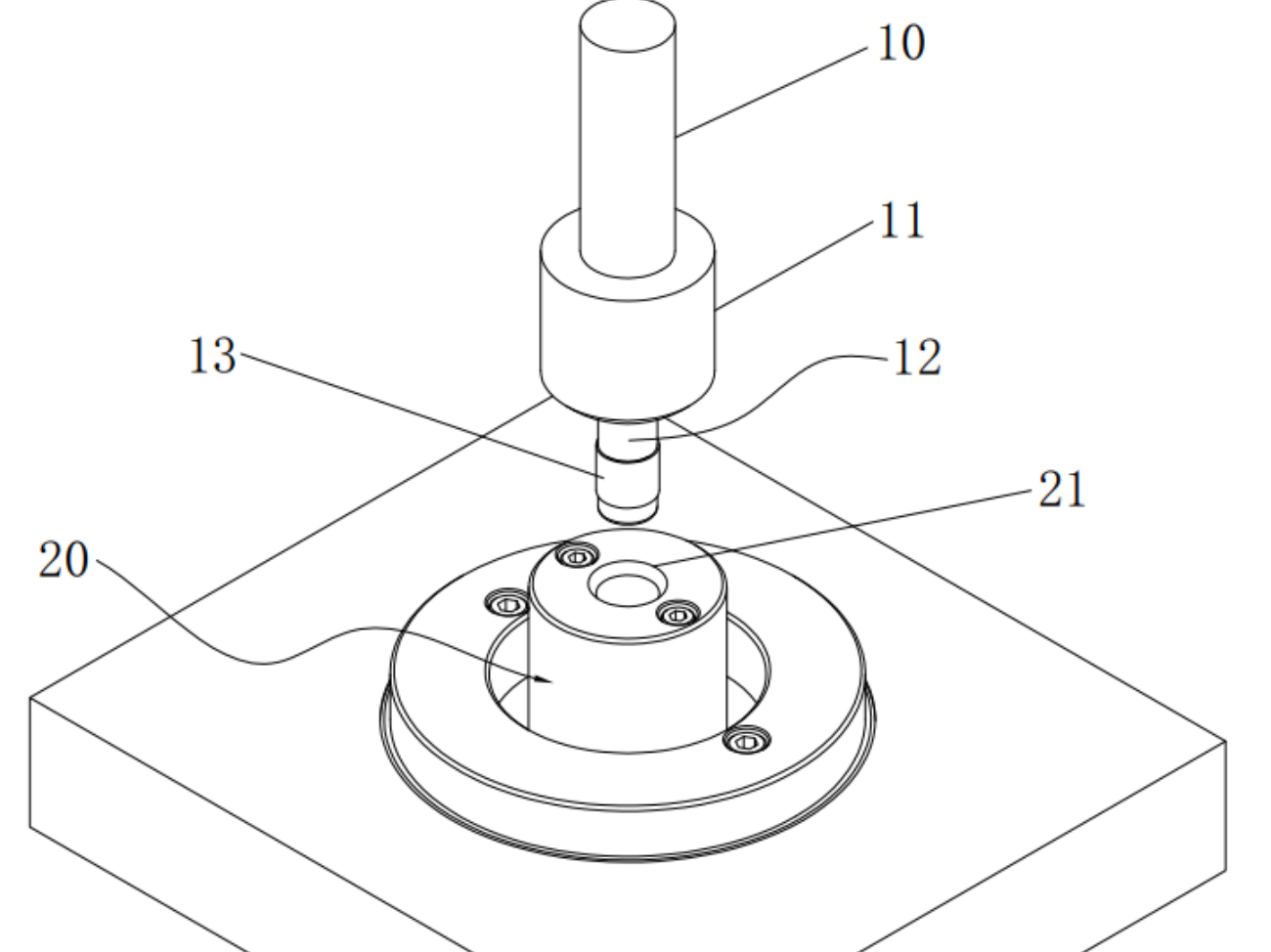
圖1為本實用新型芯線定位模具的結構示意圖。
圖2為本實用新型芯線定位模具的爆炸圖。
圖3為本實用新型芯線定位模具的上模座與下模座的結構示意圖。
圖4為本實用新型芯線定位模具的側視圖。
圖5為圖4中沿A-A的剖視圖。
圖6為本實用新型芯線定位模具的上範本與下範本的結構示意圖。
圖7為本實用新型芯線定位模具的上範本與下範本另一視角的結構示意圖。
圖8為圖2中M的局部放大圖。
圖9為芯線成品的結構示意圖。
圖中標識:
1、上模座;2、下模座;
11、上範本;12、上範本定位座;13、上芯線定位槽;14、膠料成型槽;15、頂板;16、定位環;17、定位柱;
21、升降組件;22、下範本;23、下範本定位座;24、下範本定位槽;25、下芯線定位槽;26、定位孔;27、底座;
211、升降板;212、升降杆;213、旋轉軸;214、定位臺;
3、弧形凹槽;
4、弧形倒角槽;
5、臺階槽;
6、芯線成品;
61、芯線;62、矽膠下殼;63、矽膠上殼。
具體實施方式
下麵將結合本實用新型實施例中的附圖,對本實用新型實施例中的技術方案進行清楚、完整地描述,顯然,所描述的實施例僅僅是本實用新型一部分實施例,而不是全部的實施例。基於本實用新型中的實施例,本領域普通技術人員在沒有做出創造性勞動前提下所獲得的所有其他實施例,都屬於本實用新型保護的範圍。
請參閱附圖1~3,本實用新型實施例中,一種高效芯線定位模具,包括上模座1和下模座2,上模座1設於下模座2上方,上模座1底部與下模座2頂部緊靠;上模座1包括上範本11和上範本定位座12,上範本定位座12中部設有上範本定位槽,上範本11與上範本定位槽相匹配,上範本11固定於上範本定位槽內;進一步地,下範本定位座23的端角處設有臺階槽5,臺階槽5的設置便於將上模座1與下模座2分離;進一步地,請參閱附圖7,上範本11底部設有上芯線定位槽13和膠料成型槽14,其中上芯線定位槽13的數量為兩個,膠料成型槽14的數量為兩個;下模座2包括升降組件21、下範本22和下範本定位座23,升降組件21、下範本22和下範本定位座23從下至上依次設置、連接,下範本定位座23中部設有下範本定位槽24,下範本22與下範本定位槽24相匹配,下範本22固定於下範本定位槽24內;請參閱附圖2和6,下範本22頂部設有下芯線定位槽25,其中,下芯線定位槽25的數量為四個,下芯線定位槽25為兩組,每組的數量為兩個,其中一組下芯線定位槽25的位置與上芯線定位槽13的位置相對應,且下芯線定位槽25與上芯線定位槽13相匹配,另一組下芯線定位槽25的位置與膠料成型槽14的位置相對應;進一步地,請參閱附圖2和8,升降組件21包括升降板211、升降杆212、旋轉軸213和定位臺214,升降板211、升降杆212、旋轉軸213和定位臺214從下至上依次設置、連接,請參閱附圖4~5,升降杆212中部設有軸孔,升降板211和升降杆212可在底座27上做升降運動,旋轉軸213一端插接於軸孔內,另一端伸出於升降杆212,旋轉軸213可在軸孔內旋轉,定位臺214固設於升降杆212頂部;通過升降板211和升降杆212可使下範本22做升降運動,通過旋轉軸213和定位臺214可將下範本22進行旋轉;進一步地,請參閱附圖2和8,下範本22中部設有定位孔26,定位孔26貫穿於下範本22,定位臺214與定位孔26相匹配,定位臺214安裝於定位孔26內,從而將下範本22固定在定位臺214上。請參閱附圖1~3,本實用新型在工作時,將上模座1與下模座2壓合,矽膠料成型於其中一組下芯線定位槽25,並形成矽膠下殼62,然後將上模座1與下模座2分離,再通過升降組件21將下範本22頂起,使下範本22完全伸出於下範本定位槽24,然後將下範本22通過旋轉軸213旋轉180°,然後將升降組件21恢復原狀,並使下範本22重新回到下範本定位槽24內,再把芯線61放到矽膠下殼62上,以將芯線61進行預定位,防止芯線61從下芯線定位槽25內跳出,並將矽膠上殼63放在芯線61上,然後將上模座1與下模座2壓合,此時其中一組下芯線定位槽25內的矽膠下殼62與矽膠上殼63壓緊,同時另一組下芯線定位槽25內形成矽膠下殼62,矽膠下殼62與矽膠上殼63之間的芯線61壓緊後形成芯線成品6,再將上模座1與下模座2分離,然後取出芯線成品6。本實用新型將芯線61進行預定位,防止芯線61從下芯線定位槽25內跳出,提高了芯線成品6的成型品質,提高了成品率,提高了工作效率。
請參閱附圖2~3,本實用新型中一個較佳的實施例,下模座2還包括底座27,升降板211設於底座27內,並可在底座27內做升降運動,下範本定位座23與底座27固定連接;進一步地,上模座1還包括頂板15、定位環16和定位柱17,頂板15、定位環16和定位柱17從下至上依次設置,頂板15與上範本定位座12固定連接,定位環16與頂板15固定連接,頂板15中部設有貫穿的頂孔,定位柱17依次穿過定位環16和頂板15,並與上範本定位座12固定連接。
本實用新型中一個較佳的實施例,請參閱附圖6~7,上芯線定位槽13之間以及下芯線定位槽25之間均設有弧形凹槽3,弧形凹槽3的設置便於將成型後的芯線成品6取出;進一步地,下範本定位槽24的端角處設有弧形倒角槽4,弧形倒角槽4的設置便於下範本22安裝於下範本定位槽24內。
本實用新型的具體使用過程如下:請參閱附圖1~3,本實用新型在工作時,先將上模座1與下模座2壓合,矽膠料成型於其中一組下芯線定位槽25,並形成矽膠下殼62,然後將上模座1與下模座2分離,再通過升降組件21將下範本22頂起,使下範本22完全伸出於下範本定位槽24,然後將下範本22通過旋轉軸213旋轉180°,然後將升降組件21恢復原狀,並使下範本22重新回到下範本定位槽24內,再把芯線61放到矽膠下殼62上,以將芯線61進行預定位,防止芯線61從下芯線定位槽25內跳出,並將矽膠上殼63放在芯線61上,然後將上模座1與下模座2壓合,此時其中一組下芯線定位槽25內的矽膠下殼62與矽膠上殼63壓緊,同時另一組下芯線定位槽25內形成矽膠下殼62,矽膠下殼62與矽膠上殼63之間的芯線61壓緊後形成芯線成品6,再將上模座1與下模座2分離,然後取出芯線成品6,再迴圈上面的步驟即再通過升降組件21將下範本22頂起,使下範本22完全伸出於下範本定位槽24,接下來再根據上面的步驟繼續工作,從而進行迴圈作業。
本實用新型將芯線61進行預定位,防止芯線61從下芯線定位槽25內跳出,提高了芯線成品6成型品質,提高了成品率,提高了工作效率。
儘管參照前述實施例對本實用新型進行了詳細的說明,對於本領域的技術人員來說,其依然可以對前述各實施例所記載的技術方案進行修改,或者對其中部分技術特徵進行等同替換,凡在本實用新型的精神和原則之內,所作的任何修改、等同替換、改進等,均應包含在本實用新型的保護範圍之內。
圖1
圖2
圖3
圖4
圖5
圖6
圖7
圖8
圖9